7788藏友之家有待您的加入,全心全意打造收藏品之家!
您需要 登录 才可以下载或查看,没有帐号?立即注册

x
本帖最后由 龙武生 于 2014-6-25 17:37 编辑
第一次鸦片战争后,自给自足的封建经济逐步解体,清王朝逐渐从封建社会沦为半殖民地半封建社会,至此我国陷入到了一定时期的屈辱历史中。政治、经济的转变标志着我国进入了近代史。 清·道光廿二年(公元1842年)清王朝被迫签订了第一个丧权辱国条约,中英《南京条约》(又称《江宁条约》),清朝的大门从此被打开。但塞翁失马,焉知非福,随着国门的打开,国人也逐渐看到了西方工业革命后强大的生产力。 第二次鸦片战争后,洋务派在清廷逐渐形成并壮大,从十九世纪60-90年代,洋务派掀起了一场“师夷长技以制夷”的洋务运动。其间引进西学,促进思想开放。大量的西方科技和机器的引进促进了中国现代工业的产生和发展。清·光绪十三年(公元1887年),洋务派领袖之一,两广总督张之洞奏准成立【广东造币厂】进口英国伯明翰造币厂设备,并于光绪十五年开始进行生产。我国传统的铸钱工艺到此也逐步走向了尽头,铸钱被机器打制所取代。这也是洋务派主张“中学为体,西学为用”在货币领域中的反映。 2014年6月23日结标的机制币纸币专场中,160号拍品【光绪重宝宝广当十试打】,正是这一历史背景的标志性产物。此拍品出自海外资深藏家旧藏。 自古观赏玩物争奇斗妍,以搏诗人墨客欢心。而机制币的生产过程则是完全按照程序走工业化流水线,一批所出钱币无论版式、尺寸、重量等均完 全相同。若与我国秦代半两对比,则成鲜明反差。失去的是工匠手工制作时的随心所欲,变化无常。而统一的标准于国于民都是长远的进步。 机器制币的方法一直沿用至今,虽然不同时期钱币在版式、尺寸、重量各有不同,但整体制作方法万变不离其宗。 2014年6月30日机制币纸币专场中,4号拍品【宣统三年大清银币伍角(立龙五角)】、5号拍品【民国十七年甘肃省造壹圆】也均为当前机制币中的佼佼者。 机制币的生产方式与我国传统铸钱工艺有相似性,以下列举说明: 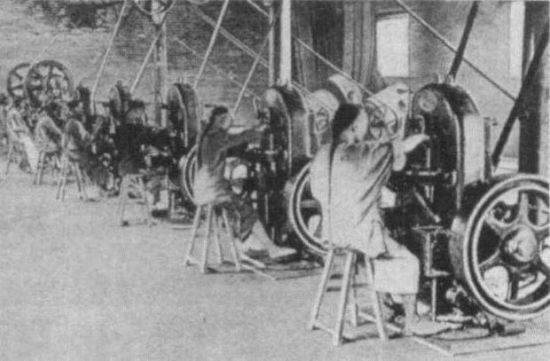 成都机器局铜币厂1898年7月开铸时场景。 成都机器局铜币厂1898年7月开铸时场景。此照片由造币机器设备供方美国汉立克纳浦厂(Ferracute Machine Co。)技师强必尔(H.Janvier)所摄,是目前所仅见的清代铜币厂印花间的内部图片,十分珍贵。 一、熔铸 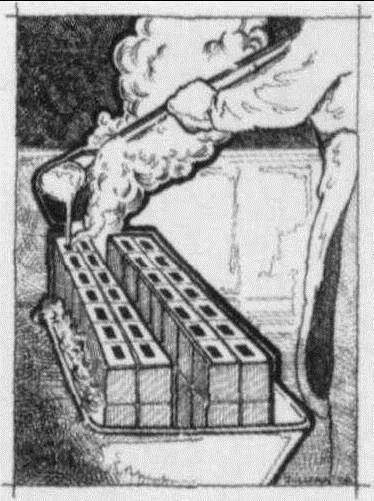 熔铸
按规定成分秤重配料,熔解浇铸成长条形锭块。浇铸温度影响损耗及成品质量,温度太高损耗增加,温度太低则在轧片时容易裂开。 二、轧片  轧片
锭块须经粗碾及精碾多道程序制成轧片,中间剪断一次以缩短条片长度,然后再碾至预定的厚度。 三、冲饼 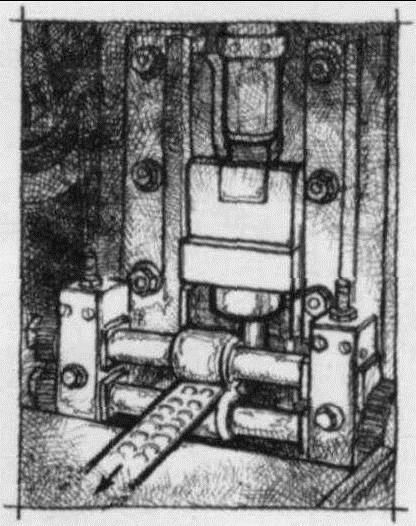 冲饼
条片经冲饼机加工制成坯饼。条片宽度视硬币尺寸而定,每排可冲二三枚或更多。 四、光边 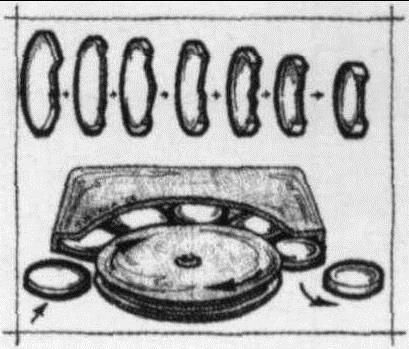 光边
冲饼机制出坯饼,筛选剔除瑕疵品后送到光边机,将坯饼边缘毛头去除及滚厚,使制成的硬币图案不易磨损并可迭起。同时外径一致,便于印花加工。 五、烘洗 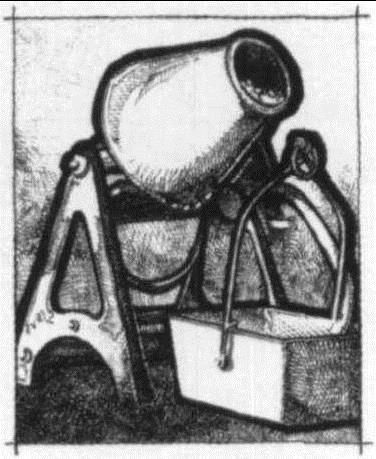 烘洗
坯饼经冲饼及光边加工后硬度变高,退火软化后再酸洗、滚光及烘干,使币饼光洁。软化后便于压印外,亦延长模具寿命(清代铜元泛滥时,各厂赶造不及,往往自国外进口现成的铜砖或铜坯。故某些造币厂可能设备规模不足,混用现成坯饼)。 六、印花 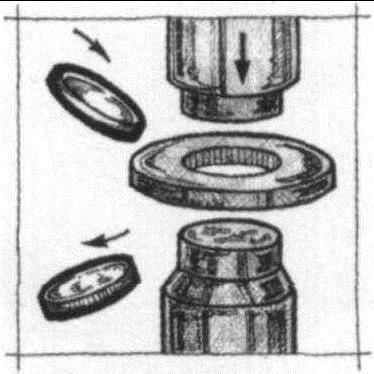 印花
币饼成迭装入印花机的储饼筒,由机内抱钳自动送入模具,印花后推出。一套模具是由上模、下模及模圈三者组成。正、背面及齿边(或光边)一次成形。模圈内有槽可挤出齿边,模圈内面光滑则出光边。印花所需压力视硬币材质、大小及图案而定。 七、检查计数包装 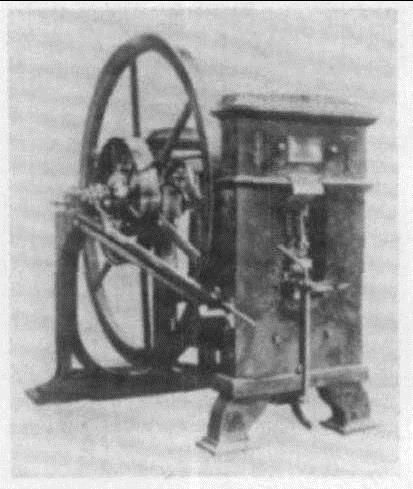 印花机
制成后用肉眼检查后包装入库。 英国伯明翰造币厂(Birmingham Mint)于1899年销售中国的印花机,机台左上方钉有代理商“上海瑞生洋行”中文铭牌。该厂在清末供应我国的印花机数量超过270台,占当时全国造币机的三分之一左右。 英国退辣车伦制造厂(Taylor&ChallenLtd。)亦在廿世纪初期提供中国相当数量之印花机,此即该厂制作之广告章(原大直径39毫米)。 文章中部分摘自孙浩先生著《百年银圆》
| 










 发表于 2014-6-25 17:33:46
发表于 2014-6-25 17:33:46

 QQ好友和群
QQ好友和群 QQ空间
QQ空间 腾讯微博
腾讯微博 腾讯朋友
腾讯朋友 收藏
收藏

